 Zu den Infos
Zu den Infos
 Zu den Vorträgen (Passwort benötigt)
Zu den Vorträgen (Passwort benötigt)



 Hier gehts zum Download
Hier gehts zum Download



 Zu den Infos
Zu den Vorträgen (Passwort benötigt)
Zu den Infos
Zu den Vorträgen (Passwort benötigt)
 Zur neuen Rubrik
Hier gehts zum Download
Zur neuen Rubrik
Hier gehts zum Download

Termine & Veranstaltungen
Jahrestagung des IVK
HeidelbergNur für Mitglieder Zur Anmeldung und zum Programm

22. Bremer Klebtage 2024
BremenAktuelle Pressemitteilungen
Geldautomaten schützen: Klebstoffe legen Dieben das Handwerk
Die Zahl der Sprengungen von Geldautomaten hat in den letzten Jahren in Deutschland stark zugenommen – [...]
Von der Platine bis zum Gehäuse: Die unsichtbaren Helden in Spielekonsolen
Tetris, Pac-Man, Donkey Kong oder Mario Kart: Spielekonsolen gehören seit Jahrzehnten in vielen Haushalten zum Alltag. [...]
Die TKB informiert: Überarbeitetes TKB-Merkblatt 18 „KRL-Methode“
Mit Stand März 2024 wurde das TKB-Merkblatt 18 „KRL-Methode“ überarbeitet und auf der Homepage des Industrieverband Klebstoffe [...]
Zahlen, Daten, Fakten
*Insgesamt beschäftigt in der Branche
Zahlen, Daten, Fakten
*Insgesamt beschäftigt in der Branche
Industrieverband Klebstoffe e.V.
Seit 75 Jahren vertritt der Industrieverband Klebstoffe die technischen und wirtschafts-politischen Interessen der deutschen Klebstoffindustrie. 1946 gegründet gilt der Industrieverband Klebstoffe heute als der größte und im Hinblick auf sein Serviceportfolio ebenfalls als der weltweit führende nationale Verband auf dem Gebiet der Klebtechnik.









Nachhaltigkeit und Umwelt
Die Klebtechnik ermöglicht durch ihre Funktion als Treiber nachhaltigerer Entwicklungen neue umweltfreundlichere Produkte und Anwendungen sowie eine verbesserte Ressourceneffizienz in vielen Bereichen.
Nachhaltigkeit und Umwelt
Die Klebtechnik ermöglicht durch ihre Funktion als Treiber nachhaltigerer Entwicklungen neue umweltfreundlichere Produkte und Anwendungen sowie eine verbesserte Ressourceneffizienz in vielen Bereichen.
Nachhaltigkeit und Umwelt
Die Klebtechnik ermöglicht durch ihre Funktion als Treiber nachhaltigerer Entwicklungen neue umweltfreundlichere Produkte und Anwendungen sowie eine verbesserte Ressourceneffizienz in vielen Bereichen.


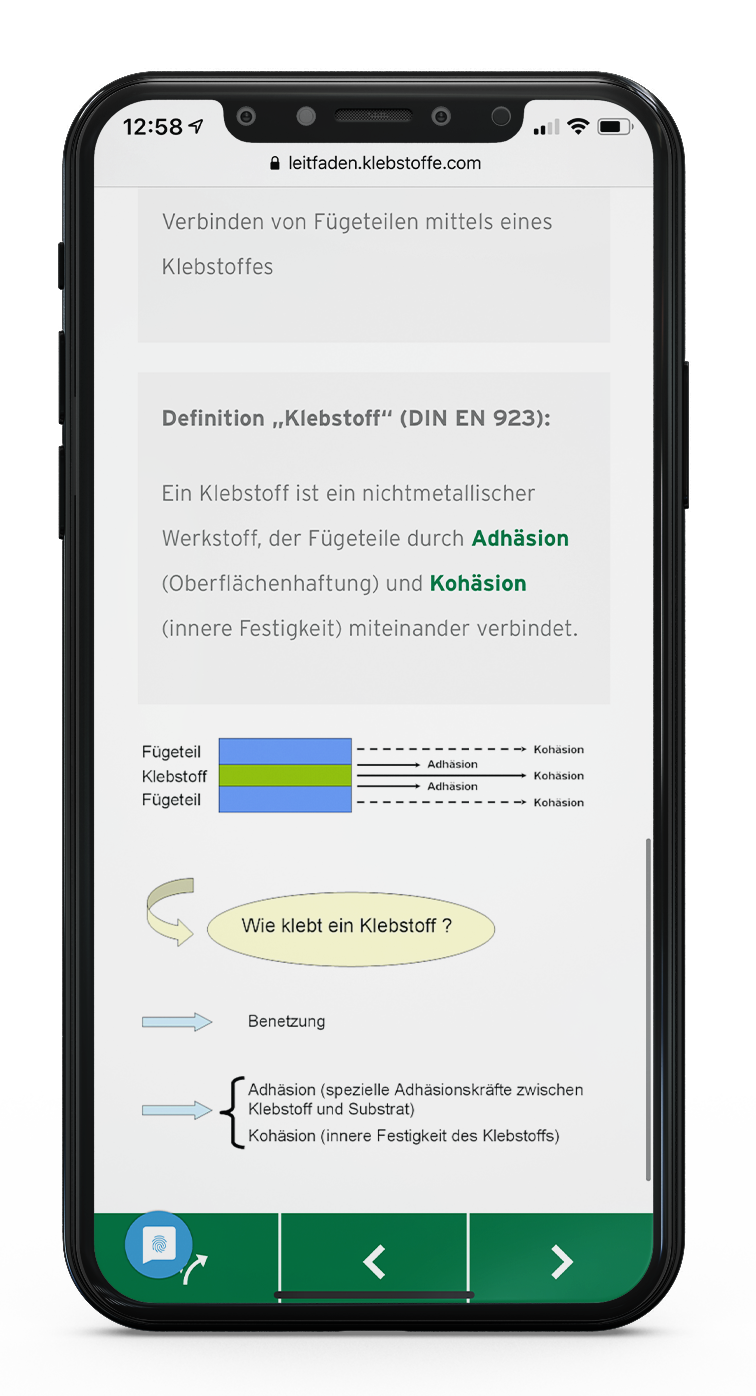
Kleben – aber richtig
Der Leitfaden fürs Kleben
Wir haben für Sie Tipps und Hinweise zur fachgerechten Durchführung von Klebungen sowie zum Qualitätsmanagement und zur Qualitätssicherung zusammengestellt.

Karriere in der
Klebstoffindustrie
Was will ich werden? Welcher Beruf passt zu mir? Was mache ich nach dem Studium?
Die deutsche Klebstoffindustrie bietet sichere und attraktive Jobs – für Auszubildende, Absolventen und Studierende mit unterschiedlichen Hintergründen, Stärken und Erfahrungen. Die Vielfalt ist das Erfolgsrezept der Branche.
Karriere in der
Klebstoffindustrie
Was will ich werden? Welcher Beruf passt zu mir? Was mache ich nach dem Studium?
Die deutsche Klebstoffindustrie bietet sichere und attraktive Jobs – für Auszubildende, Absolventen und Studierende mit unterschiedlichen Hintergründen, Stärken und Erfahrungen. Die Vielfalt ist das Erfolgsrezept der Branche.
Aktuelles aus der Welt
des Klebens
„Kleben fürs Leben“ ist das Online-Magazin des Industrieverband Klebstoffe e.V. in Kooperation mit den Klebstoffverbänden aus Österreich und der Schweiz.
Das Magazin informiert über die Vielfalt des Klebens und bietet facettenreiche Inhalte.

Geldautomaten schützen: Klebstoffe legen Dieben das Handwerk
Die Zahl der Sprengungen von Geldautomaten hat in den letzten Jahren in Deutschland stark zugenommen – laut Bundekriminalamt wurden allein 2022 rund 500 Fälle bekannt. Die Folgen sind hohe [...]

Von der Platine bis zum Gehäuse: Die unsichtbaren Helden in Spielekonsolen
Tetris, Pac-Man, Donkey Kong oder Mario Kart: Spielekonsolen gehören seit Jahrzehnten in vielen Haushalten zum Alltag. Dabei liefern sich [...]

American Football: Touchdown mit Klebstoffen
American Football ist eine der beliebtesten Sportarten in den USA und erfreut sich auch in Europa immer größerer Beliebtheit. [...]

Beinprothesen aus Carbon: Geklebte Handwerkskunst für den autonomen Alltag
Moderne Prothesen unterstützen Menschen mit Amputationen in ihrem autonomen Alltag – Autofahren, Sport treiben und reisen sind damit möglich. [...]